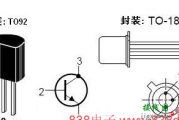
2N2222/2N2222A 是一小功率NPN三极管,封装形式有TO-18,TO92两种封装如下图所示。可与2N2907/2N2907A PNP管做互...
电子电路的焊接与装配
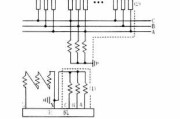
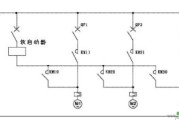
接线图
2023年07月21日 22:48 239
admin
(1)用万用表判断三极管的极性和好坏,电解电容C的极性及好坏。
(2)根据图,把元件焊接在PCB板上相应的位置。
焊接的步骤及方法如下(如图所示):

图1 焊接五步法
A.从烙铁架上拿出电烙铁,以45度靠紧焊接面进行预热;
B.然后将焊锡丝同时伸向被焊的组件脚及焊盘,一起接触被焊处;
C.焊锡丝熔化,向焊接处推入焊锡丝,使焊锡润湿焊盘与组件脚,当焊点上的焊锡成圆锥形时即抽离焊锡丝,应控制焊锡丝的熔化量不能过多,以免造成浪费,整个过程持续约2~5秒;
D.在焊锡完全熔化后,移去烙铁头。如焊锡过多,可把烙铁头上的焊锡甩干净,然后不用焊锡丝或极少量的焊锡丝重焊一遍,移去时正好吸去多余的焊锡;
E.如果焊点有连焊,也应将焊锡线(其中有助焊剂)与烙铁头一起接触在连焊的焊点之间,待焊锡丝与助焊剂一起熔化后,移去焊锡丝,再将烙铁头侧放着向下移走,吸去多余的焊锡;
F.如果要用电烙铁去除焊盘孔中的锡(即挑孔),应该将印制板拿高,把烙铁头置于比印制板低的位置,将烙铁头在焊盘孔上擦几下,可以将焊盘孔中的焊锡吸流到烙铁头上去。如果印制板较小,可以用烙铁将焊盘上的锡熔化,然后迅速开烙铁,将印制板在工作台上轻敲一下,使焊盘上的熔锡振落;
G.将烙铁头上的多余焊锡甩在废锡盒中,再将电烙铁插入烙铁筒中。
H.正常焊接时,电烙铁与平面应保持角度是45度。
I.手拿锡线时,锡线头长度应留出3~5CM。
J.焊点的标准是:焊点呈锥形,焊锡要适量,表面有光泽,光滑,清洁等。
K.常见的不良焊点有:虚焊,假焊,漏焊,锡球,锡尖等。
L.烙铁尖上有锡渣时在焊锡棉上擦掉,焊锡棉要清洗干净,使用时要保持湿润。
M.烙铁使用后必须放在烙铁架上,不充许传递,防止意外烫伤。
N.组件脚突出线路板太短会导致锡球或虚焊。
O.排焊时,要把握用锡量,速度要快,拖到最后点应还有助焊剂。
P.防止不良焊点的发生除要正确有焊接技术外,还应注意待焊接面必须是清洁的,如发现待焊接面不洁净,必须先处理光亮后,方可重焊。
焊接注意事项如下:
A.焊接时间不宜过久,但要完全熔着,以免造成冷焊。
B.焊点的表面要平滑、有光泽。
C.焊点完全冷却前,不可移动。
D.电烙铁不用时要放置于电烙铁架上,并随时保持烙铁头的清洁。
E.焊接完毕,要在烙铁头镀上薄层焊锡,避免氧化,并等冷却后再收存。
(2)根据图,把元件焊接在PCB板上相应的位置。
焊接的步骤及方法如下(如图所示):
图1 焊接五步法
A.从烙铁架上拿出电烙铁,以45度靠紧焊接面进行预热;
B.然后将焊锡丝同时伸向被焊的组件脚及焊盘,一起接触被焊处;
C.焊锡丝熔化,向焊接处推入焊锡丝,使焊锡润湿焊盘与组件脚,当焊点上的焊锡成圆锥形时即抽离焊锡丝,应控制焊锡丝的熔化量不能过多,以免造成浪费,整个过程持续约2~5秒;
D.在焊锡完全熔化后,移去烙铁头。如焊锡过多,可把烙铁头上的焊锡甩干净,然后不用焊锡丝或极少量的焊锡丝重焊一遍,移去时正好吸去多余的焊锡;
E.如果焊点有连焊,也应将焊锡线(其中有助焊剂)与烙铁头一起接触在连焊的焊点之间,待焊锡丝与助焊剂一起熔化后,移去焊锡丝,再将烙铁头侧放着向下移走,吸去多余的焊锡;
F.如果要用电烙铁去除焊盘孔中的锡(即挑孔),应该将印制板拿高,把烙铁头置于比印制板低的位置,将烙铁头在焊盘孔上擦几下,可以将焊盘孔中的焊锡吸流到烙铁头上去。如果印制板较小,可以用烙铁将焊盘上的锡熔化,然后迅速开烙铁,将印制板在工作台上轻敲一下,使焊盘上的熔锡振落;
G.将烙铁头上的多余焊锡甩在废锡盒中,再将电烙铁插入烙铁筒中。
H.正常焊接时,电烙铁与平面应保持角度是45度。
I.手拿锡线时,锡线头长度应留出3~5CM。
J.焊点的标准是:焊点呈锥形,焊锡要适量,表面有光泽,光滑,清洁等。
K.常见的不良焊点有:虚焊,假焊,漏焊,锡球,锡尖等。
L.烙铁尖上有锡渣时在焊锡棉上擦掉,焊锡棉要清洗干净,使用时要保持湿润。
M.烙铁使用后必须放在烙铁架上,不充许传递,防止意外烫伤。
N.组件脚突出线路板太短会导致锡球或虚焊。
O.排焊时,要把握用锡量,速度要快,拖到最后点应还有助焊剂。
P.防止不良焊点的发生除要正确有焊接技术外,还应注意待焊接面必须是清洁的,如发现待焊接面不洁净,必须先处理光亮后,方可重焊。
焊接注意事项如下:
A.焊接时间不宜过久,但要完全熔着,以免造成冷焊。
B.焊点的表面要平滑、有光泽。
C.焊点完全冷却前,不可移动。
D.电烙铁不用时要放置于电烙铁架上,并随时保持烙铁头的清洁。
E.焊接完毕,要在烙铁头镀上薄层焊锡,避免氧化,并等冷却后再收存。
相关文章

发表评论